Glossar
Im Zusammenhang mit Formschultern werden viele Fachbegriffe verwendet, mit denen nicht jeder Betreiber einer Verpackungsmaschine vertraut ist. Nachstehend folgt eine Auflistung der wichtigsten Begriffe mit kurzen Erläuterungen:
Beutelbreite
Als Beutelbreite oder auch (flache) Beutelweite wird die quer zur Verarbeitungsrichtung gemessene Breite des flachgedrückten Schlauchs bezeichnet.
Folienbreite
Die Folienbreite oder auch Folienweite bezeichnet das Breitenmaß der Flachfolie, aus dem der Schlauchbeutel hergestellt wird. Diese entspricht der Breite (bzw. Höhe) der verwendeten Folienrolle. Sie muß auch die Breite für die Nahtbildung berücksichtigen.
Einlaufwinkel
Der Einlaufwinkel gehört mit zu den wichtigsten Maßangaben einer Formschulter. In der Branche existieren verschiedene Definitionen dieses Winkels, was zu Verwirrung führen kann. Unsere Definition lautet wie folgt:
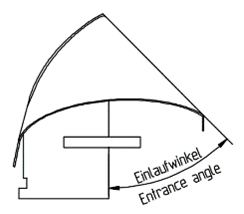
Der Einlaufwinkel beschreibt den Winkel zwischen der hinteren Einlauffläche des Riffelblechs der Formschulter (also dort, wo die Folie einläuft) zur senkrechten Ebene, welche im Produktfluß liegt bzw. zur gedachten Achse des Füllrohrs. Dieser Winkel kann sowohl einen spitzen als auch stumpfen Charakter aufweisen, was auf die Geometrie der Formschulter einen wesentlichen Einfluss hat.
Längsnaht
Als Längsnaht wird die Schweißnaht bezeichnet, welche die beiden Ränder der Folie miteinander verbindet und somit einen geschlossenen Schlauch bildet. Diese verläuft in Verarbeitungsrichtung des Verpackungsprozesses. Vorgegeben wird die Gestaltung dieser Naht vom Beuteldesgin bzw. der Längsschweißeinrichtung der Verpackungsmaschine.
Flossennaht
Bei einer Flossennaht (oder auch Umlegenaht) werden die Innenseiten der beiden Ränder des Schlauchbeutels miteinander verschweißt. Dabei entsteht eine sogenannte „Flosse“ (oder „Fahne“). Diese kann entweder am Schlauchbeutel nach links oder rechts umgelegt werden oder senkrecht vom Schlauchbeutel nach vorn abstehen (fin seam).
Überlappnaht
Bei einer Überlappnaht wird die Innenseite des einen Randes mit der Außenseite des anderen verschweißt. Dabei gibt es zwei Möglichkeiten der Ausführung: Entweder wird der rechte Rand über den linken Rand geführt, sodaß die Innenseite des rechten Randes mit der Außenseite des linken Randes überlappend verschweißt wird („rechts über links“).
Oder die linke Seite wird über die rechte Seite geführt, sodaß die linke Innenseite mit der rechten Außenwand überlappend verschweißt wird („links über rechts“).
Formschulter
Formschultern sind räumliche Formkörper, welche aus einer ebenen Folienbahn einen Schlauch formen. Diese können einen runden, rechteckigen oder andere, vieleckige Querschnitt aufweisen.
Formatsatz
Als Formatsatz wird die übergeordnete Baugruppe bezeichnet, in der die Formschulter eingebaut wird. Im Wesentlichen besteht ein Formatsatz immer aus Formschulter, Füllrohr und Halteteilen (Traversen, Säulen, Griffen etc.). Je nach Anforderung und Einsatzweck kann der Formatsatz weitere Komponenten enthalten.
Füllrohr
Dies bezeichnet ein rohrförmiges Bauteil, um dessen Mantelfläche der Schlauchbeutel gebildet wird. Durch die Innere Öffnung wird das zu verpackende Produkt (Füllgut) in den Schlauchbeutel transportiert. Bei vertikalen Schlauchbeutelmaschinen erfolgt dies in der Regel über die Schwerkraft.
Ventilkanal
Bei bestimmten Verpackungen (z.B. für Kaffee) ist an der Beutelinnenseite ein Ventil aus Kunststoff angebracht. Es wird beim Formen des Schlauchs zusammen mit der Folie über die Formschulter gezogen. Für das Ventil müssen Füllrohr und Formschulter entsprechende Aussparungen enthalten, die einen Kanal bilden.
Trichter
Der Trichter dient üblicherweise als Schnittstelle zwischen dem Formatsatz und des darüber befindlichen Abfüllaggregats, das für das Zuführen und Portionieren des Füllguts verantwortlich ist. Der Trichter kann verschieden Querschnitte aufweisen und muß in seinen Dimensionen zur Maschine und zum Formatsatz passen.
Eine Sonderform bilden die sogenannten Snacktrichter. Diese weisen gegenüber den normalen Trichtern aufgrund ihrer besonderen Form einen leicht vergrößerten Querschnitt auf, da sie am unteren Ende einen schräg abgeschnittenen Durchlass aufweisen (Kegelschnitt). Damit kann der Durchsatz beim Verpacken gesteigert werden.
Kantenformung
Bei Klotzbodenbeuteln besteht die Möglichkeit, dass die entstehenden Längskanten des Beutels nachgeformt werden, um die Form zu präzisieren („Kalte-Kanten-Formung“). Dies wird durch kleine einstellbare Faltelemente erreicht, die unterhalb der Formschulter befestigt werden.
Absaugung
Beim Verpacken von pulverartigen oder porösen Produkten, können Staub oder Partikel entstehen, die im Schlauchbeutel oder für die Nahtbildung unerwünscht sind. Zur Vermeidung kann eine Absaugeinrichtung vorgesehen werden. Sie reduziert solche Rückstände aus dem Füllbereich.
Für den Anschluß eines Absaugaggregats wird das Füllrohr mit einem Stutzen ausgeführt. Soll der Absaugvorgang an einer bestimmten Position im Rohr erfolgen, kann das Füllrohr mit einem integrierten Kanal ausgeführt werden.
Innenrohr
Als Innenrohr wird ein dünnwandiges Rohr bezeichnet, das einen kleineren Querschnitt als das Füllrohr aufweist. Es wird mittig im Inneren des Füllrohrs angeordnet und grenzt den Bereich für das zu verpackende Füllgut von anderen Komponenten ab, die sich ebenfalls im Inneren des Füllrohrs befinden (z.B. Absaugkanäle oder Begasungsrohre). Weiterhin kann es zum Einsatz kommen, wenn Hygienevorschriften dies erfordern, als Schallschutz, oder um das Füllgut beim Fallvorgang durch den Formatsatz gezielter „abzuwerfen“.
Begasung
Die Verpackung bestimmter Produkte (Beispiel Kaffee) erfordert eine Schutzgasatmosphäre. Dazu werden im Füllrohr kleine Rohre vorgesehen, durch die das Schutzgas eingeleitet, rückgeführt („gespült“) und durch Messsonden kontrolliert wird.
Spreizer
Nach dem Verlassen des Füllrohrs wird der Folienschlauch nicht mehr unterstützt. Um bei Flachbeuteln die Querschweißung möglichst faltenfrei durchführen zu können, wird am unteren Ende des Füllrohrs kurz über den Querschweißbacken eine Spreizeinrichtung vorgesehen.
Eine Ausführungsvariante besteht aus zwei bis vier Drähten („Rundspreizer“). Eine andere enthält zwei längliche Blechteile („Flachspreizer“), die seitlich unter dem Abzug positioniert werden und leicht nach außen zeigen. Der Beutel wird dadurch von der Innenseite gespannt und so von der zuvor zylindrischen Form in den fertigen flachen Querschnitt überführt.
Schute
Als Schute oder auch Mundstück wird das Bauteil bezeichnet, welches ggfls. zusätzlich am unteren Ende des Füllrohrs angebracht wird. Es gibt dem Folienschlauch seine endgültige Querschnittsform. So läßt sich beispielsweise mit einem Formatsatz mit rundem Füllrohr- und Formschulterquerschnitt ein rechteckiger Klotzbodenbeutel herstellen.
QuadSeal
Als QuadSeal oder auch „Beutel mit Kantenschweißung“ wird eine Sonderform des Schlauchbeutels bezeichnet, bei der jede Längskante mit einer Schweißnaht versehen wird. Dabei kann eine dieser Schweißnähte auch gleichzeitig die Verschlußnaht bilden. Die Kantensiegelungen stabilisieren die Formgebung des fertigen Beutels und verleihen ihm ein ansprechendes Aussehen, wie es für Verkaufsverpackungen erwünscht ist.
Doypack
Als Doypack oder auch Ropack wird ein Schlauchbeutel mit ovalem bzw. elliptischen Querschnitt und Standfläche bezeichnet.
Kalibrierring
Jedes Bauteil besitzt Maßtoleranzen, was auch für eine Formschulter gilt. Die so hergestellten Schlauchbeutel unterliegen folglich einer Streuung hinsichtlich ihres Querschnitts. Zur Verbesserung der Maßhaltigkeit läßt sich unter der Formschulter eine Kalibriervorrichtung anbringen. Sie besteht aus einem geschlitzten Ring aus Kunststoff mit Stellschraube. Sie erlaubt die maßgenaue Einstellung des unverschweißten Schlauchquerschnitts, vor Einlauf in die darunterliegende Längsschweißeinrichtung.