Die diskontinuierliche Arbeitsweise schränkt die Taktzahl einer vertikalen Schlauchbeutelmaschine ein. Grenzen bestehen bei der maximalen Baulänge von Siegelbacken. Das regelmäßige Ansetzen der Nähte erzeugt außerdem sichtbare Überlappungen auf der fertigen Beutelpackung. Als Alternative bietet sich die kontinuierliche Siegelung an.
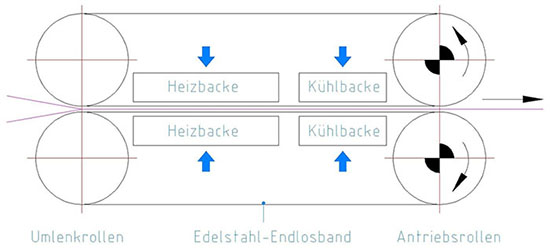
Das Arbeitsprinzip entspricht der beschriebenen Impulsschweißung bzw. Siegelung mit Heizbacke. Während zwischen festen Schweißschienen der Zyklus mit Aufheizung und Abkühlung „ortsfest“ erfolgt, durchläuft bei dem kontinuierlichen Verfahren die Folie beheizte und gekühlte Zonen. Damit die Folie nicht mit hoher Reibung auf den Backen schleift, erfolgt der Wärmetransfer über ein mitlaufendes Endlosband. Bei konstanter Abzugsgeschwindigkeit ist die erhaltene Nahtlänge beliebig.
Das grundsätzliche Arbeitsprinzip entspricht dem folgenden Aufbau:
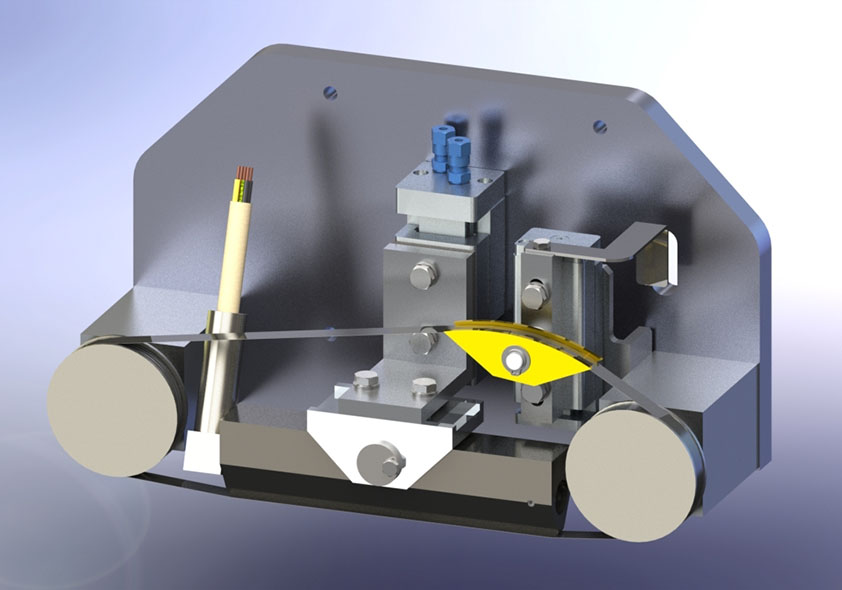
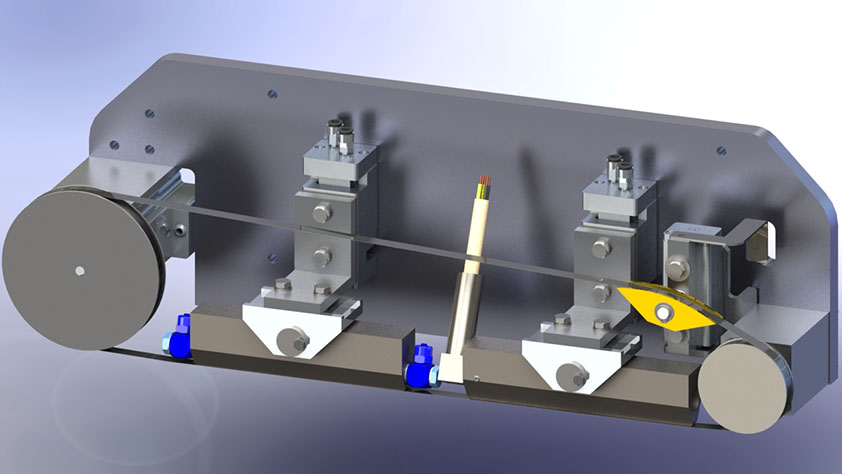
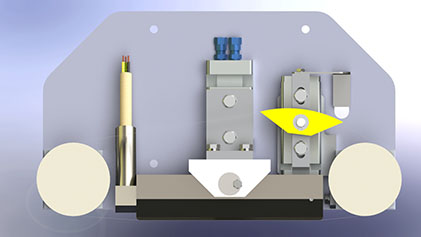
Aus diesem folgt die praxisgerechte Realisierung:
Jede thermoplastische Folie lässt sich auf diese Weise kontinuierlich verschweißen. Allerdings ist ein spiegelbildlicher Aufbau nicht immer notwendig, z. Bsp. bei geringer Foliendicke.
Die Heiz- und Kühlbacken schleifen auf der Innenseite des Bandes und müssen aus geeignetem Material bestehen. Backen, besonders aber die Umlaufbänder, stellen Verschleißteile dar, weil sie einem fortschreitendem Abrieb ausgesetzt sind. Umlaufbänder (= Edelstahl-Endlosbänder) müssen für einige Folienqualitäten und immer bei Monofolien mit PTFE-Beschichtung ausgeführt werden.
Folgende Bauformen von Band-Schweißsystemen stehen zur Verfügung:
|
|
|
Einseitig mit Heizbacke, ohne Kühlung bei feststehender Gegenlage, Standardbauform -> nur für Verbundfolien geeignet -> typische Anwendung an vertikaler Schlauchbeutelmaschine
|
|
|
|
Einseitig mit Heiz- und Kühlbacke bei mitlaufender Gegenlage (z. Bsp. Silikonband), erweiterte Bauform -> für alle Folien geeignet Spiegelbildlicher Aufbau mit Heiz- und Kühlbacke -> für alle Folien größerer Dicke geeignet
|
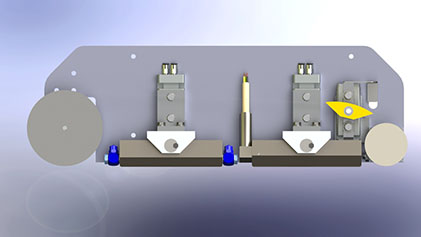
 Beim Einsatz in einer vertikalen Schlauchbeutelmaschine muss die Endloseinheit auf einen genauen Abstand zum Füllrohr eingestellt werden. Zum Einführen der Folie beim Rollenwechsel ist ein vollständiges Abheben sinnvoll.
Beim Einsatz in einer vertikalen Schlauchbeutelmaschine muss die Endloseinheit auf einen genauen Abstand zum Füllrohr eingestellt werden. Zum Einführen der Folie beim Rollenwechsel ist ein vollständiges Abheben sinnvoll.
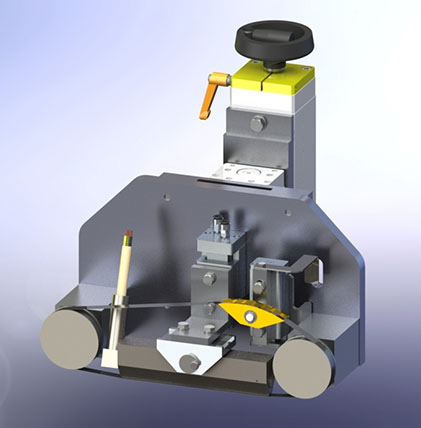
Für diese Fälle bieten wir Erweiterungen wie pneumatische Abhebevorrichtung und Abstandsverstellung mittels Handrad an.
Die erzielbare Geschwindigkeit hängt insbesondere von der Foliendicke ab. Für eine beispielhafte Verbundfolie ohne Aluminiumschicht in 40μ Dicke geben wir 50-60m/min an. Aluminium im Verbund reduziert die maximale Geschwindigkeit.
Die Beheizung erfolgt über eine Heizpatrone und PID-Temperaturregler.
Für den foliensynchronen Antrieb ist eine Ankopplung an den Folienvorschub der Maschine möglich, oder ein Servomotor.