Mit Heißluft lassen sich thermoplastische Folien berührungslos kontinuierlich verschweißen. Das Verfahren eignet sich primär für Monofolien wie Polyethylen, kann aber auch für jede andere Folie (z.B. Verbundfolien) eingesetzt werden. Im Gegensatz zur Bandschweißung besteht auf die Nahtbreite nur wenig Einfluß. Sie fällt materialbedingt mit etwa 2mm schmal aus, was aber keine Einschränkung der Festigkeit bedeutet.
Voraussetzung für den Betrieb ist eine konstante Geschwindigkeit der Folie, da sich nur so gleichbleibende Bedingungen in der Nahtzone ergeben. Im intermittierenden Betrieb muß auf diesen Punkt geachtet werden.
Heißluftschweißgeräte Modellreihe HLS
Kern der Toss Heißluftschweißgeräte Typ HLS ist der Lufterhitzer. Ein rohrförmiger Heizleiter besitzt an den Enden kombinierte Anschlüsse sowohl für elektrischen Strom als auch Luftzufuhr. In der beheizbaren Länge des Rohrkörpers sind Bohrungen angebracht. Fließt ein Strom durch den Leiter, so wird dieser erwärmt und mit ihm die durchströmende Luft. Die exakte Temperaturregelung erfolgt über die Widerstandsänderung des Heizleiters (PIREG-Regler). Durch die trägheitsarme und fühlerlose Regelung sind extrem kurze Anheizzeiten realisierbar (< 2s). Die Verwendung von Druckluft wirkt sich günstig auf die Schweißnaht aus, zudem entfällt damit das für konventionelle Lösungen übliche Gebläse mit Heizregister. Das System ist vollkommen unempfindlich gegenüber Druckluftunterbrechungen. Als Ersatz der Längsschweißschiene in Schlauchbeutelmaschine wird die Einrichtung dicht am Formatrohr montiert (siehe nachstehende Illustration).
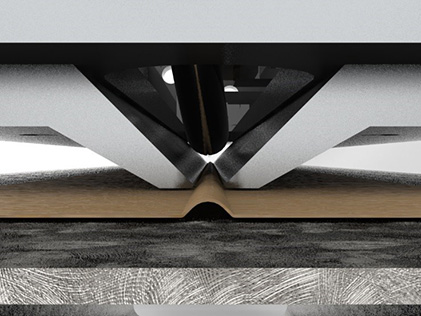
Es hat sich für das Schweißergebnis als vorteilhaft erwiesen, die Folienlagen im Heizbereich über eine Erhöhung zu führen. Der erzwungene Folienlauf führt zu einer erwünschten, höheren Anlagekraft. Gegenlage am Formatrohr, Niederhalterleisten und Rohrheizkörper müssen genau parallel und mittig zueinander ausgerichtet sein.
Der Heizkörperhalter ist auf einem einfach wirkenden Pneumatic-Baustein montiert, der als Stillstandeinrichtung dient. Während des Betriebs wird dieser mit Druck beaufschlagt, wodurch der Heizkörper an die Folie heranrückt. Bei einem Maschinenstopp werden Heizung sowie Druckluft abgeschaltet und die Einrichtung abgehoben um den Einfluß der Restwärme auf die Folie zu verringern. Mit der von außen zugänglichen Stellmutter kann der Verfahrweg des Pneumatic-Bausteins begrenzt werden.
Für kurze Stopps bzw. intermittierenden Betrieb ist eine Unterbrechung der Druckluft ausreichend.
Die höchste Effektivität ergibt sich mit geringem Abstand zwischen Heizrohr und Folie. Gleichzeitig muß aber ein direkter Kontakt unbedingt vermieden werden, da sonst Ablagerungen am Rohr entstehen. Heißluft-Schweißgeräte benötigen zum Betrieb trockene und gefilterte Druckluft zwischen 4 bis 6 bar.
Alle Ausführungen besitzen ein eingebautes Drosselventil und werden grundsätzlich mit 5 m Anschlusskabeln geliefert. Einige Versionen verfügen außerdem über eine Kühlluftzone, mit der eine rasche Verfestigung der Schweißnaht nach dem Durchlaufen der Heizzone erreicht werden kann.
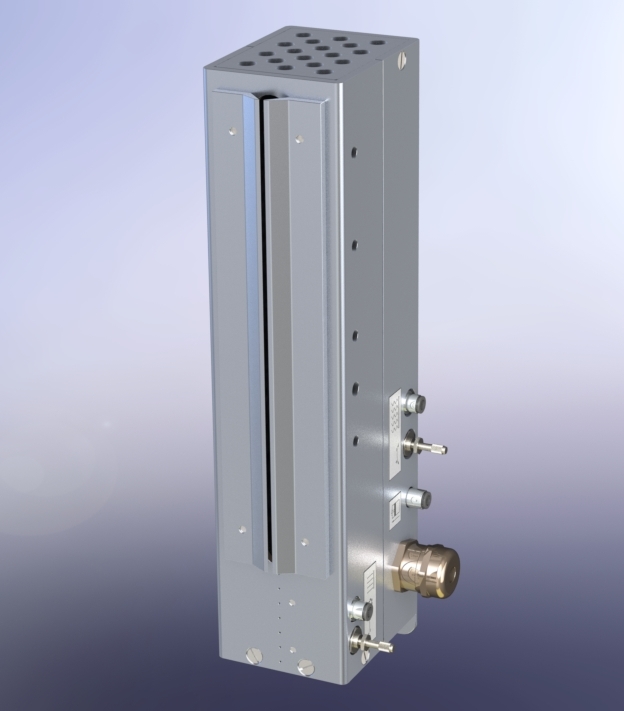
Die neueste Generation von Heißluftschweißeinrichtungen:
![]()
(Europat. – US-Pat.)
In dem unveränderten Standardgehäuse der großen Ausführung für vertikale Schlauchbeutelmaschinen, verbirgt sich ein neuentwickeltes Lufterhitzer-Konzept. Es erlaubt eine deutlich gesteigerte Leistungsdichte, die entweder für größere Verarbeitungsgeschwindigkeiten, oder dickere Folien genutzt werden kann.
Gegenüber Heißluftschweißgeräten der Serie HLS ergeben sich folgende Vorteile:
-
konstanter Temperaturverlauf über alle Düsenöffnungen
-
Nutzung der gesamten angeströmten Zone für die Verschweißung
-
laminare Luftströmung
-
modulare Gestaltung: Anpassung an Leistungsbedarf praktisch beliebig über Düsenzahl möglich
-
unverändert kurze Ansprechzeiten < 2s bis zum Erreichen der Solltemperatur
-
wesentlich kleinerer Anschluß-Kabelquerschnitt erforderlich
-
höhere Standzeit gegenüber konventionellen Heißluftrohren
Bis 75m/min Schweißgeschwindigkeit in Verbindung mit einer beispielhaften 40μ PE-Folie!

Für die vielfältigen Anforderungen im Verpackungsmaschinenbau stehen folgende Modelle zur Auswahl:
|
|
HLS-170-F kleinste Ausführung mit eingeschränktem Geschwindigkeitsbereich Download techn. Zeichnung (pdf, 174 KB) |
|
|
|
HLS-220-F-K kompakte Gehäusebauform, ohne Kühlluftzone Download techn. Zeichnung (pdf, 173 KB) |
|
|
|
HLS-220-F-G4 große Gehäusebauform insbes. für vertikale Schlauchbeutelmaschinen, mit Kühlluftzone HLS-220-F-G5 wie vorheriges Modell, jedoch mit verstärktem Lufterhitzer Download techn. Zeichnung (pdf, 188 KB) |
|
|
|
RO-JET Download techn. Zeichnung (pdf, 189 KB) |